Una bomba centrífuga rara vez falla de un momento a otro. Antes del paro, casi siempre deja señales: caída de caudal, vibración creciente, aumento de temperatura, consumo eléctrico fuera de patrón o sellos que empiezan a perder. En plantas, redes hidráulicas y sistemas críticos, leer esas señales a tiempo hace la diferencia entre un mantenimiento programado y una parada que compromete operación, seguridad y costos.
Cuando se revisan las principales fallas en bombas centrífugas y cómo prevenirlas, el punto de partida no debe ser solo el equipo. En la mayoría de los casos, la causa real está en la interacción entre bomba, motor, tablero, variador, tubería, válvulas y condiciones del fluido. Por eso, la prevención efectiva exige una mirada de sistema y no únicamente el cambio repetitivo de repuestos.
Principales fallas en bombas centrífugas y cómo prevenirlas
Cavitación
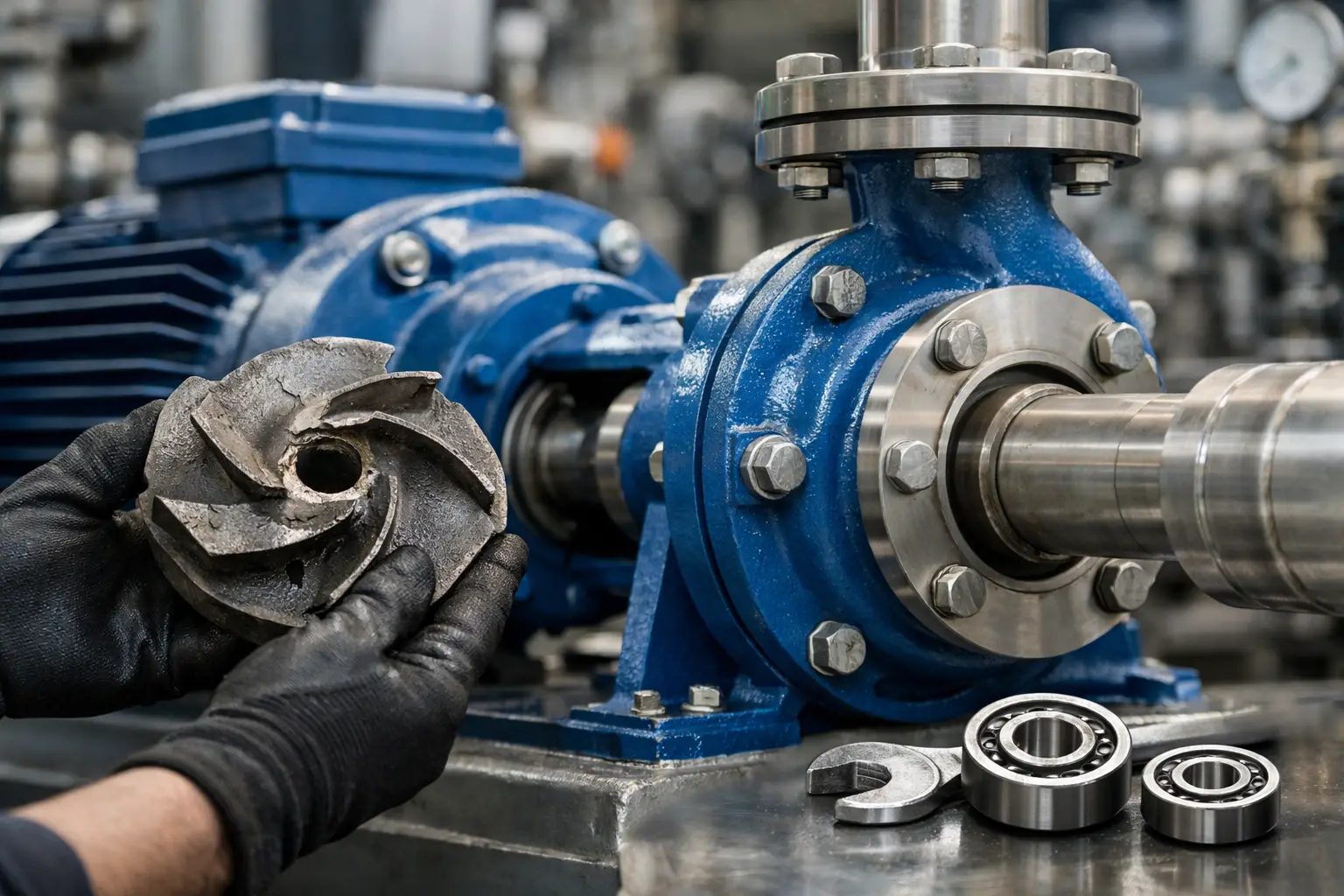
La cavitación sigue siendo una de las fallas más frecuentes y más costosas. Ocurre cuando la presión en la succión cae por debajo de la presión de vapor del fluido y se forman burbujas que luego colapsan dentro de la bomba. Ese fenómeno erosiona el impulsor, genera ruido similar a grava circulando y deteriora el desempeño hidráulico.
En campo, la cavitación suele relacionarse con NPSH insuficiente, líneas de succión mal diseñadas, obstrucciones, válvulas parcialmente cerradas, filtros saturados o temperaturas del fluido más altas de lo previsto. También aparece cuando la bomba trabaja lejos de su punto óptimo.
Prevenirla exige revisar el sistema completo. No basta con cambiar el impulsor si la succión sigue penalizada. Conviene verificar diámetro y longitud de la tubería de succión, pérdidas de carga, altura de aspiración real, estado de canastillas y válvulas, además de confirmar que la selección del equipo corresponda al caudal y presión requeridos. En aplicaciones variables, un variador de velocidad bien parametrizado ayuda a mantener la operación en una zona más estable, aunque no reemplaza un mal diseño hidráulico.
Operación fuera del punto de mejor eficiencia
Muchas bombas instaladas funcionan durante años por debajo o por encima de su punto de mejor eficiencia. El sistema sigue entregando servicio, pero a un costo alto: más vibración, calentamiento, recirculación interna, desgaste prematuro de rodamientos y sellos, y mayor consumo energético.
Esto ocurre con frecuencia cuando la demanda real cambió frente al diseño original, cuando se sobredimensionó la bomba por precaución o cuando el control del sistema depende de estrangulamiento con válvulas. En edificios, procesos industriales y redes de presión, esa práctica parece resolver el problema de manera inmediata, pero traslada el costo al ciclo de vida del activo.
La prevención pasa por una correcta selección hidráulica desde el inicio y por revisar periódicamente si la curva del sistema sigue siendo la misma. En ciertos casos conviene recortar impulsor, cambiar diámetro, sustituir el equipo por una referencia más ajustada o integrar variación de velocidad. La mejor decisión depende del perfil de consumo, del régimen de operación y de la criticidad del servicio. No siempre la solución más económica al inicio es la más confiable a tres o cinco años.
Fallas en sellos mecánicos
Cuando una bomba presenta fugas, el sello mecánico suele ser el primer sospechoso. Y muchas veces sí es el componente afectado, pero no siempre es la causa raíz. Los sellos fallan por desalineación, vibración excesiva, trabajo en seco, cavitación, contaminación del fluido, arranques y paradas frecuentes o materiales incompatibles con la temperatura y composición del líquido bombeado.
Cambiar el sello sin corregir esas condiciones termina convirtiendo el mantenimiento en una rutina repetitiva. En servicios con fluidos abrasivos o con sólidos, la selección del tipo de sello y de materiales es especialmente sensible. También influyen la calidad del montaje y el estado del eje o de la camisa.
Para prevenir fugas recurrentes, es clave controlar la vibración, asegurar cebado adecuado, evitar funcionamiento en seco y verificar compatibilidad química. En aplicaciones exigentes, vale la pena revisar esquemas auxiliares de sello, condiciones térmicas y procedimientos de puesta en marcha. Un sello bien seleccionado e instalado puede tener buen desempeño; uno mal aplicado, incluso siendo de alta calidad, tendrá vida corta.
Desgaste o daño de rodamientos
El rodamiento suele reflejar problemas mecánicos o de operación que vienen de otro lado. Vibración, desbalance, desalineación entre bomba y motor, lubricación deficiente, contaminación por agua o partículas y cargas axiales fuera de rango aceleran su deterioro. El síntoma típico es aumento de ruido, temperatura y vibración, seguido por una falla que puede comprometer eje, carcasa y acople.
Aquí la prevención exige disciplina técnica. La lubricación debe ser la correcta en tipo, cantidad y frecuencia. Más grasa no significa mejor protección; en muchos casos significa temperatura más alta y menor vida útil. También es indispensable verificar alineación después de montaje, intervención o movimiento de base, y confirmar que no existan esfuerzos por tubería mal soportada transmitidos a la bomba.
La instrumentación ayuda mucho. Medir vibración y temperatura permite detectar tendencia antes de la falla. Para equipos de operación crítica, esta práctica deja de ser opcional y se vuelve parte del aseguramiento de continuidad.
Vibración excesiva y desalineación
No toda vibración proviene del rodamiento, y no toda desalineación se resuelve con un ajuste rápido. Una bomba puede vibrar por base deficiente, pernos flojos, impulsor desbalanceado, cavitación, resonancia estructural, acople deteriorado o esfuerzos inducidos por la tubería. Si el diagnóstico se limita al síntoma visible, la reparación queda incompleta.
La desalineación entre bomba y motor es especialmente crítica después de mantenimientos mayores o cuando la cimentación ha sufrido asentamientos. Incluso una pequeña desviación, sostenida en el tiempo, incrementa cargas mecánicas y reduce la vida de sellos y rodamientos.
Prevenir esta falla requiere control de montaje, nivelación adecuada, alineación con instrumentación confiable y revisión del sistema de soportes. En equipos con variadores de velocidad, también conviene revisar el comportamiento dinámico en distintos regímenes, porque hay casos en los que la vibración aparece solo en rangos específicos de frecuencia.
Fallas eléctricas y de control que terminan afectando la bomba
En muchos proyectos, la bomba se evalúa solo como equipo hidráulico, pero el desempeño real depende también del motor, las protecciones y la lógica de control. Sobrecargas, desbalance de fases, mala calidad de energía, protecciones mal calibradas o arranques inadecuados pueden provocar calentamiento, disparos repetitivos y deterioro prematuro.
Un tablero bien especificado, con protecciones coordinadas y parámetros ajustados a la aplicación, reduce eventos de falla y mejora la estabilidad operativa. Lo mismo ocurre con los sistemas de presión constante: si el control está bien configurado, se evita la operación cíclica, se reduce golpe de ariete y se mejora la eficiencia energética. Si está mal configurado, la automatización deja de ser ventaja y se convierte en fuente de inestabilidad.
Por eso, cuando se analizan las principales fallas en bombas centrífugas y cómo prevenirlas, conviene integrar la revisión eléctrica y de automatización desde el diagnóstico. Separar disciplinas suele ocultar la causa real.
Problemas en la succión y contaminación del fluido
Una bomba correctamente seleccionada puede fallar si recibe un fluido con aire entrampado, sólidos no considerados o condiciones de succión inestables. El ingreso de aire altera la hidráulica interna, reduce caudal y puede generar ruido y vibración. Los sólidos aceleran el desgaste en impulsor, carcasa y sellos si el equipo no fue diseñado para esa condición.
En estaciones de bombeo, procesos industriales y captaciones, estos escenarios son comunes. A veces el problema aparece por cambios operativos posteriores a la instalación, no por un error original de selección.
La prevención pasa por revisar calidad del fluido, dispositivos de filtración, condiciones de cebado y geometría de la succión. También es útil confirmar si el equipo instalado corresponde al servicio real y no al que existía en papel al inicio del proyecto.
Cómo prevenir fallas de forma sostenida
La prevención efectiva combina tres frentes: diseño correcto, puesta en marcha rigurosa y mantenimiento basado en condición. Si uno de esos frentes falla, el sistema pierde confiabilidad. Una bomba bien seleccionada, pero mal instalada, tendrá problemas. Una bomba bien instalada, pero operada fuera de punto, también.
En términos prácticos, conviene estandarizar una rutina técnica que incluya lectura de presión en succión y descarga, seguimiento de corriente del motor, tendencias de vibración, control de temperatura y verificación de fugas. Ese historial permite anticipar fallas y tomar decisiones con evidencia, no por reacción.
También vale la pena revisar periódicamente si el sistema sigue respondiendo a la demanda actual. Muchas redes cambian por ampliaciones, nuevas cargas, variaciones de consumo o modificaciones de proceso. Cuando eso ocurre, la bomba que antes trabajaba correctamente puede empezar a operar en una zona ineficiente o riesgosa.
Para infraestructura crítica, contar con un aliado técnico que integre equipos, automatización, tableros y soporte de campo simplifica el diagnóstico y reduce tiempos muertos. En ese tipo de proyectos, Electroagro S.A.S aporta valor precisamente en esa integración, con un enfoque orientado a confiabilidad, eficiencia energética y cumplimiento.
La bomba centrífuga no pide atención con discursos largos. La pide con datos: presión, ruido, temperatura, vibración y consumo. Escuchar esos datos a tiempo sigue siendo la forma más rentable de proteger la operación.